امروز میخوام یه جک ماشین رو که در نرم افزار کتیا طراحی شده رو برای دانلود شما دوستان بزارم این قطعه در محیط PARTکتیا طراحی شده

 دانلود
دانلود
:: برچسبها:
دانلود قطعه کتیا ,
دانلود قطعه ی طراحی شده در کتیا ,
جک طراحی شده در کتیا ,
,
:: بازدید از این مطلب : 4939
|
امتیاز مطلب : 16
|
تعداد امتیازدهندگان : 6
|
مجموع امتیاز : 6
در این تاپیک فایل pdf انواع براده شکن ها و کاربردهایشان قرار دادیم

:: برچسبها:
براده شکن ,
انواع براده شکن ها ,
کاربرد براده شکن ها ,
,
:: بازدید از این مطلب : 2952
|
امتیاز مطلب : 19
|
تعداد امتیازدهندگان : 6
|
مجموع امتیاز : 6
 ظروف یکبار مصرف فوم پلی استایرن در صنایع مختلف بکار رفته و در ضمن فرآیند تولید محصول پیچیده نبوده و بسیار آسان می باشد. از طرفی با توجه به حجم بالا و وزن کم ظروف یکبار مصرف، هزینه بالایی جهت حمل و نقل این نوع کالا باید پرداخت شود و به همین دلیل تجار تمایلی به واردات این محصول نداشته و کلا تبادلات جهانی آن از رونق چندانی برخوردار نیست. به عبارت دیگر اکثر کشورها نیاز خود را از طریق تولیدکنندگان داخلی تامین می کنند.
ظروف یکبار مصرف فوم پلی استایرن در صنایع مختلف بکار رفته و در ضمن فرآیند تولید محصول پیچیده نبوده و بسیار آسان می باشد. از طرفی با توجه به حجم بالا و وزن کم ظروف یکبار مصرف، هزینه بالایی جهت حمل و نقل این نوع کالا باید پرداخت شود و به همین دلیل تجار تمایلی به واردات این محصول نداشته و کلا تبادلات جهانی آن از رونق چندانی برخوردار نیست. به عبارت دیگر اکثر کشورها نیاز خود را از طریق تولیدکنندگان داخلی تامین می کنند.
به طور کلی کشورهای تولیدکننده یا واردکننده مواد بالادست پتروشیمی مانند پلی اتیلن، پلی پروپیلن و پلی استایرن تولیدکننده ظروف یکبار مصرف نیز می باشند.
بررسی اجمالی تکنولوژی تولید ظروف یکبار مصرف فوم پلی استایرن
تولید گرانول
در این مرحله مخلوط تهیه شده از پلیمر و مواد افزودنی که بصورت کامپاند یکنواخت و هموژن و به شکل گرانول می باشد گازگیری شده و آماده استفاده در کاربردهای گوناگون می شود.
:: برچسبها:
خط تولید ظروف یکبارمصرف فوم ,
:: بازدید از این مطلب : 2480
|
امتیاز مطلب : 13
|
تعداد امتیازدهندگان : 4
|
مجموع امتیاز : 4
قالب دایکست عبارت است از یک قالب دایمی فلزی بر روی یک ماشین ریخته گری تحت فشار،که برای تولید قطعات ریختگی تحت فشار به کار می رود.این قالب دارای یک حفره است که شامل فضای داخلی با کناره ها و ابعاد قطعه مورد ریخته گری می باشد.هدایت کردن فلز مذاب به درون حفره قالب توسط کانالهایی انجام می شود که به آن سیستم مدخل تزریق- راهگاه- گلویی گفته می شود.هر قالب دایکاست از دو قسمت تشکیل شده است تا بتوان قطعه را بعد از انجماد از حفره قالب بیرون آورد.اجزاء قالب دایکاست که با فلز ریختگی مذاب در تماس هستند ،از فولاد گرم کار و یا از آلیاژهای مخصوص نسوز و مقاوم در برابر تغیی دما ساخته می شوند.سایر اجزاء از جنس فولاد غیر آلیاژی با استحکامی متناسب با شرایط داده شده بارگذاری هستند.
:: بازدید از این مطلب : 2118
|
امتیاز مطلب : 23
|
تعداد امتیازدهندگان : 6
|
مجموع امتیاز : 6
معـــــمولا ابزار سازی فرایندی طولانی و پرهزینه است که کیفیت بالای مورد نیاز، باعث طولانــی شدن زمان تولید می شود.هدف از ابزار سازی و قالب سازی سریع توانایی تولید نمونه با خواص و ویژگیهای مواد عملکردی، در مدت زمانی کوتاه می باشد. صرف نظر از خواص مـــــــکانیکی ، مواد مدل می توانند شامل ویژگیهای دیگری از قبیل رنگ پذیری، شفافیت، انعطاف پذیری و امثال آن باشند.
قالبهای نرم
معمولا از سیلیکون، رزینهای اپوکسی، آلیاژهای نقطه ذوب پایین و شنهای ریخته گریساخته می شوند، و امکان ریخته گری فقط یک نمونه و یا تولید تعداد کمی را فراهممیکنند. در روشهای قالبسازی سخت، که قالب معمولا از فولاد ساخته می شود، امکانتولید تعداد بیشتری قطعه فراهم میشود.قالب سازی مستقیم به معنی ساخت مستقیم بهمعنی ساخت مستقیم قالب ، بوسیله فرایندRPاست. بعنوان مثال در مورد قالب تزریقپلاستیک، حفه های نری و مادگی، راهگاها و سیستم پران، مستقیما با اســـــتفاده از فرایندRPساخته می شود. در قالب سازی غیر مستقیم، فقط الگوی اصلی با استفاده از فـــــــــــــرایندRPساخته می شود، و سپس می توان یک قالب سیلیکونی، رزینی اپوکسی، فلز نقطه ذوب پایین،یا سرامیکی را از الگوی اصلی بدست آورد.
مهمترین مزایای ابزار سازی سریع عبارتند از:
زمان لازم برای ساخت ابزار و یا قالب از چند ماه به چند روز یاهفته کاهش می یابد. هزینه تولید به میزان قابل توجهی کاهش می یابد.به علت کاهش زمان تولید و هزینه ها، بسیاری از طراحان و مهندسینتمایل دارند قطعات را قبل از تولید انبوه در مرحله طراحی آزمایش کنند و در نتیجهبسیاری از عیوب طراحی از بین می رود.
به دلیل استفاده مستقیم از اطلاعات نرم افزارهای طراحی ، بسیاریاز خطاهای فردی کاهش می یابند.
قالب سازی RTV Silicon Rubber
یکی از رایج ترین کاربردهای نمونه سازی سریع در قالبسازی، ساخت قالب به روش RTV Silicon Rubber می باشد. سیلیکون ماده ای گران و پر مصرف است که می توان با قالب گیری آن در اطراف الگوی (مدل) مرجع یک قطعه، به قالب آن دست یافت، این الگوی مرجع توسط یکی از روشهای نمونه سازی سریع ساخته می شود. ریخته گری در خلاء با قالب Silicon Rubberانعطاف پذیرترین روش RT، برای ساخت قطعات پلاستیکی، سرامیکی و فلزی است.
مراحل فرایند ساخت قالب سیلیکونی :
ساخت الگوی اصلی (مرجع) توسط یکی از روشهای RP
پرداخت و تمیزکاری الگو
اتصال سیستم راهگاهی به الگو
:: برچسبها:
قالبسازی ,
اصول قالبسازی ,
قالب ,
مطالبی در مورد قالب سازی ,
:: بازدید از این مطلب : 2928
|
امتیاز مطلب : 18
|
تعداد امتیازدهندگان : 6
|
مجموع امتیاز : 6
کارآیی عملیات کارگاهی آن گاه افزون تر میشود که ماشین کار یا ورقکار درباره طبیعت و خواص موادی که به کار میبرد آگاهی کلی داشته باشد.
بطورکلی مواد به دو گروه فلزی و غیرفلزی تقسیم میشوند. مواد فلزی نیز در دو گروه غیرآهنی (برای مثال مس، آلومینیوم و تیتانیوم) و آهنی (برای مثال آهن، فولاد و آلیاژهای مختلف) طبقهبندی میشوند. مواد غیرفلزی دو دسته مواد غیرآلی (نظیر سرامیک ها ، شیشه و گرافیت) و مواد آلی (نظیر چوب، کائوچو و پلاستیک) را در بر میگیرد.
خاصیت ها:
ماده خاصیت های ویژهای دارد که رفتار آن را در شرایط گوناگون تعیین میکنند.
خاصیت های مطلوب:
مقاومت ایستایی و پویایی از جمله خاصیت های مطلوب ماده هستند. ارزانی نیز همیشه مطلوب است. بهویژه در فرایند ریختهگری ارزان بودن ماده به کار رفته تعیینکننده است حتی اگر ماده موردنظر در مواردی دارای خاصیت های ضعیفی هم باشد. برای مثال در فلزات ریختهگری ویژگی های زیر بسیار مطلوب هستند:
۱- نقطه گدازش پایین.
۲- روانروی خوب در حالت گداخته.
۳- تخلخل اندک.
۴- کاهش حجمی اندک در طی انجماد (انقباض).
خم کردن) ماده سفتتر است
:: برچسبها:
مواد (خاصیت های مواد) ,
:: بازدید از این مطلب : 2055
|
امتیاز مطلب : 13
|
تعداد امتیازدهندگان : 5
|
مجموع امتیاز : 5
تکنولوژی مواد علمی است که درباره استخراج، تصفیه، آلیاژکردن، شکل دادن، خصوصیات فیزیکی، مکانیکی،تکنولوژیکی، شیمیایی وعملیات حرارتی بحث می کند وبه بررسی ساختمان داخلی مواد از نظر شبکه بندی ،ترکیب و سایر خصوصیات آنها می پردازد.متخصینی که در صنعت به طراحی ،ساخت ،تعمیر ونگهداری ماشین آلات اشتغال دارند،می باید خصوصیات موادی که با آن سرو کار دارند کاملاً بشناسندو راههایی برای جلوگیری از تغییرات آن ها در مقابل عوامل فیزیکی ویا شیمیایی پیشنهاد کنند.
طبقه بندی عناصر
عنصر:موادی که در اثر تجزیه قابل تبدیل به مواد ساده تری نباشند.
تاکنون ۹۲ عنصر در طبیعت شناخته اند که از این تعداد ۸۸ عنصر پایدارند واز این تعداد ۶۶ عنصر از فلزات وبقیه به غیر فلزات تعلق دارند. همچنین ۱۲ عنصر به صورت مصنوعی تهیه شده است.در جدول ۱ – ۱ تعدادی از این عناصر همراه با علامت اختصاری شان آورده شده است.
|
|
فلزات
|
|
|
غیر فلزات
|
|
|
عناصر
|
علامت اختصاری
|
عناصر
|
علامت اختصاری
|
عناصر
|
علامت اختصاری
|
|
بریلیم
|
Be
|
آهن
|
Fe
|
هیدروژن
|
H
|
|
سدیم
|
Na
|
نیکل
|
Ni
|
کربن
|
C
|
|
منیزیم
|
Mg
|
مس
|
Cu
|
ازت
|
N
|
|
آلومینیم
|
Al
|
روی
|
Zn
|
اکسیژن
|
O
|
|
پتاسیم
|
K
|
مولبیدن
|
Mo
|
سیلیسیم
|
Si
|
|
کلسیم
|
Ca
|
قلع
|
Sn
|
فسفر
|
P
|
|
کرم
|
Cr
|
آنتیموان
|
Sb
|
گوگرد
|
S
|
|
منگنز
|
Mn
|
سرب
|
Pb
|
کلر
|
Cl
|
|
ولفرام
|
W
|
جیوه
|
Hg
|
برم
|
Br
|
جدول ۱ – ۱
عناصر مهم وترکیبات آنها
تکنولوژی مواد علمی است که درباره استخراج، تصفیه، آلیاژکردن، شکل دادن، خصوصیات فیزیکی، مکانیکی،تکنولوژیکی، شیمیایی وعملیات حرارتی بحث می کند وبه بررسی ساختمان داخلی مواد از نظر شبکه بندی ،ترکیب و سایر خصوصیات آنها می پردازد.متخصینی که در صنعت به طراحی ،ساخت ،تعمیر ونگهداری ماشین آلات اشتغال دارند،می باید خصوصیات موادی که با آن سرو کار دارند کاملاً بشناسندو راههایی برای جلوگیری از تغییرات آن ها در مقابل عوامل فیزیکی ویا شیمیایی پیشنهاد کنند…
:: برچسبها:
خواص مواد ,
مواد ,
خواص ,
:: بازدید از این مطلب : 2116
|
امتیاز مطلب : 10
|
تعداد امتیازدهندگان : 4
|
مجموع امتیاز : 4
اندازه گیری طول توسط ریزسنج
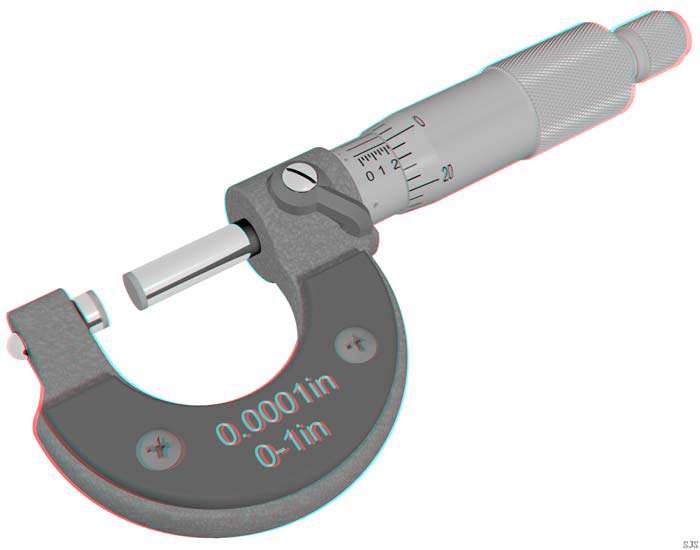
ریزسنج وسیله ای است که برای اندازه گیری طول بکار می رود. ریزسنج از کولیس دقیق تر بوده و برای اندازه گیری طول با دقت های بالا بکار می رود.
ریزسنج از یک استوانه ثابت مدرج، یک استوانه متحرک مدرج که می تواند روی استوانه ثابت بچرخد و جابجا شود و یک کمان فلزی متصل به استوانه ثابت تشکیل می شود.
:: برچسبها:
میکرومتر ,
نحوه ی اندازه گیری با میکرومتر ,
نحوه ی کار با میکرومتر ,
کار با میکرومتر ,
:: بازدید از این مطلب : 3632
|
امتیاز مطلب : 13
|
تعداد امتیازدهندگان : 4
|
مجموع امتیاز : 4
کولیس در کارگاه های ساخت و تولید یافت میشود.هنرجوهای هنرستان و مهندسین ساخت و تولید حتما با این وسیله اندازه گیری آشنایی دارند
کولیس یک وسیله اندازه گیری طول می باشد که دقت اندازه گیری آن از خط کش معمولی بیشتر است. میزان دقت کولیس به چگونگی درجه بندی ورنیه آن بستگی دارد. تمامی کولیس ها از یک خط کش ثابت معمولی (که بر حسب سانتی متر و میلی متر درجه بندی شده) و یک قسمت متحرک به نام ورنیه تشکیل می شود.
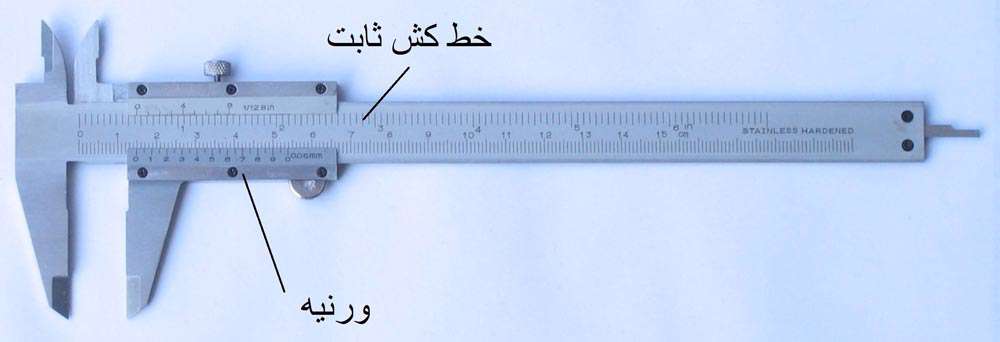
کولیس ها می توانند طول را به ۳ روش اندازه گیری نمایند که هر یک از این روش ها کار برد خاصی دارند و در زیر آن ها را توضیح می دهیم:
۱- اندازه گیری به وسیله دهانه بزرگ کولیس:
دهانه بزرگ کولیس را در شکل زیر مشاهده می کنید:
کولیس به صورت مفصل در مطلب ورنیه توضیح داده شده است.
:: برچسبها:
نحوه ی کار با کولیس ,
کولیس ,
کار با کولیس ,
:: بازدید از این مطلب : 2530
|
امتیاز مطلب : 12
|
تعداد امتیازدهندگان : 4
|
مجموع امتیاز : 4









